

3D PRINTING TECHNOLOGY PART 1:
3D printing has been gaining an increasing amount of media attention since the early 2000s, but the technology never seems to make its way into the hands of every day consumers. As a result, this type of manufacturing is often misunderstood by professionals and consumers alike as either a one-stop-shop solution for making anything imaginable, or as something too limited to be useful. In reality, 3D printing is a broad term used to describe multiple types of additive layer manufacturing technologies that are each optimised for certain applications. This two part series will explore the technology behind 3D printing (part 1), and its use in investment casting (part 2).
WHAT IS 3D PRINTING?
3D printing is a term used to describe a number of different additive layer manufacturing techniques. This is a type of manufacturing developed in the early 1980s that is an inverse of the traditional method of making products.
Taking investment casting as an example, once a part design has been finalised, a tool is made with holes that match the exact inverse of the part shape. This is then filled with material to form the part itself. Other manufacturing techniques use a large block of material as the starting point to build an object by removing material piece by piece to leave a model behind just like sculpture. Both of these techniques require a large number of steps to be taken in order to produce a final product, and an even greater amount of material to be used in the production of each item. Additive manufacturing techniques invert this completely by using only the necessary amount of material required in building a product in layers from the bottom up.
This approach removes many of the restrictions on designers and engineers, allowing them to design a part with only the final product in mind. Parts are built on a machine bed and come out fully formed, ready for testing or commercial release. This significantly reduces the amount of time and effort required to finalise a part’s design.
HOW DOES IT WORK?
The most commonly known Additive Manufacturing (AM) technique is Fused Deposition Modelling (FDM). This technique utilises a form of extrusion to deposit a thin bead of molten plastic onto a flat platform. Utilising a moving print-head, this leaves a thin trail of quickly hardening plastic. These trails are deposited very close to one another so that when they harden after exposure to air, they fuse together to form a single layer of plastic. This process is repeated hundreds or thousands of times successively on top of each deposited layer, eventually forming a fully finished plastic part.
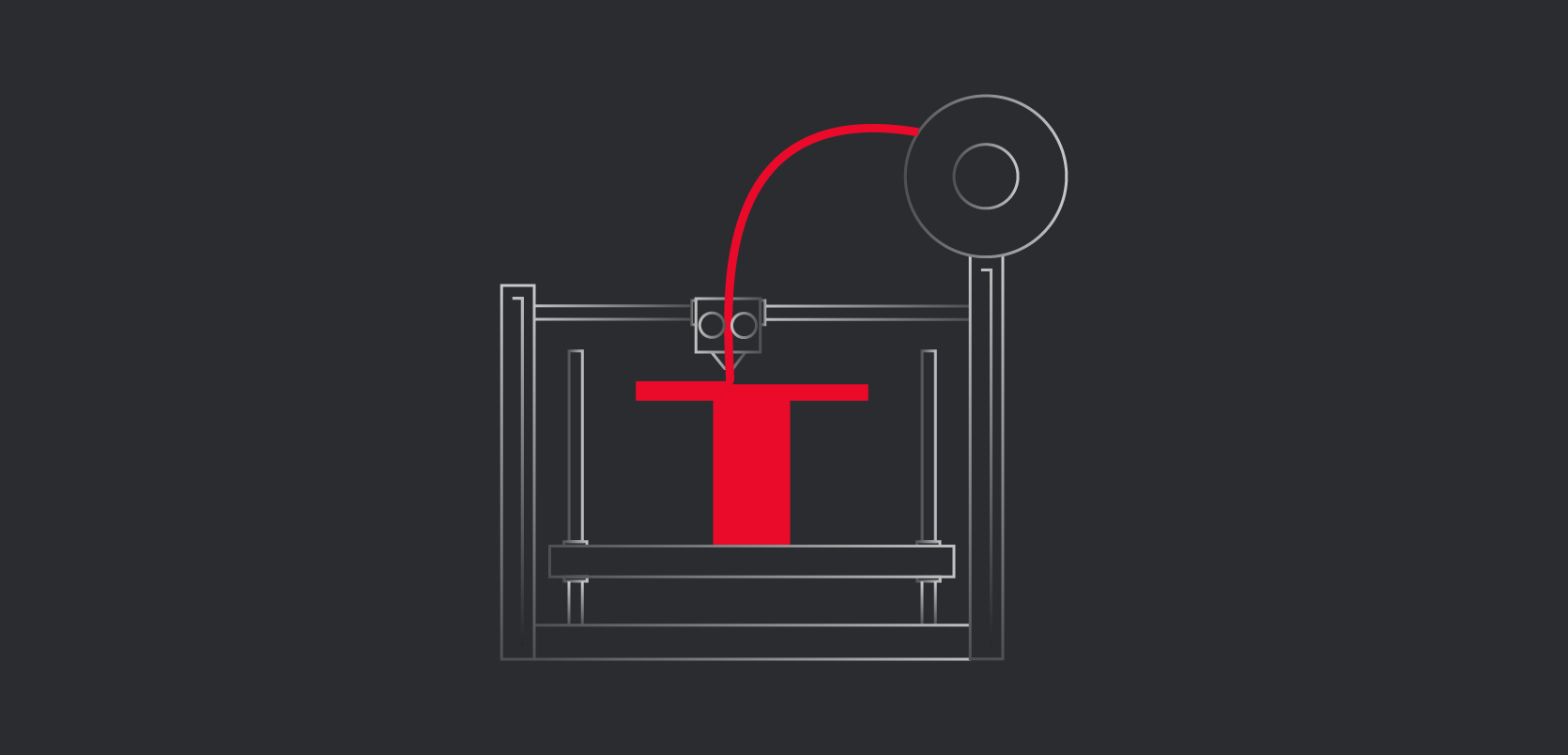
This technique is the best known commercially due to its speed, accuracy and low cost. FDM printers can print in multiple materials simultaneously, which allows for multi-coloured prints and also the possibility of parts with different properties in different areas. However the downside of this technique are the materials themselves, using predominantly low density plastics such as ABS and PLA, FDM printing does not produce parts that are robust enough for long prototype testing cycles and the adhesion between different materials is often very weak. Furthermore, parts need a large amount of support material, which must be removed when finishing the part and can lead to dimensional irregularities and cosmetic blemishes. The products made through this technique are dimensionally accurate though and this is an excellent technique for proof of concept models.
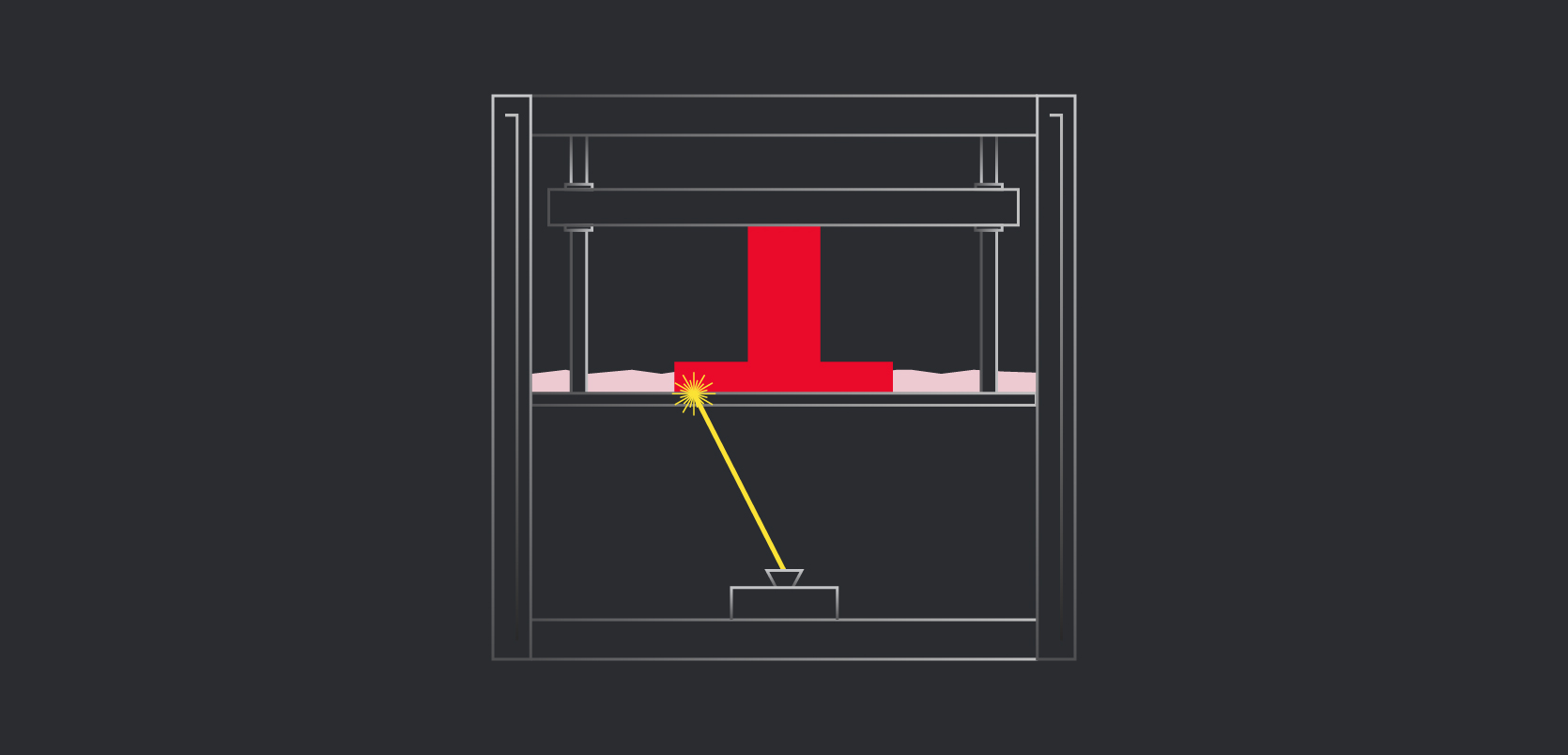
Stereolithography (SLA) is another widely known technique of AM. Unlike FDM where material is deposited on bed, SLA uses a beam of ultraviolet light to cure a liquid polymer. This is done layer-by-layer as with FDM, but does not include any reaction with air in the solidification process, instead the layers are chemically bonded through a curing reaction rather than being simply melted together, and as a result the parts produced are far stronger than those made through FDM with much better dimensional accuracy.
This makes the SLA process exceptionally useful in the production of prototypes. Unfortunately, this process requires the use of expensive polymer resins and takes much longer to complete a full model than FDM (although still only a number of hours rather than days), whilst still requiring a large amount of support material that must later be removed. That said, parts produce by this technique perform well in mechanical tests and are relatively inexpensive to produce in comparison to other techniques.
Another common form of AM is selective laser sintering (SLS). Like SLA, this forms much stronger components that can be made using FDM printing, as the layers are sintered together. This is a reaction that utilises a laser to form a single solidified layer of polyamide without fully melting the particles.
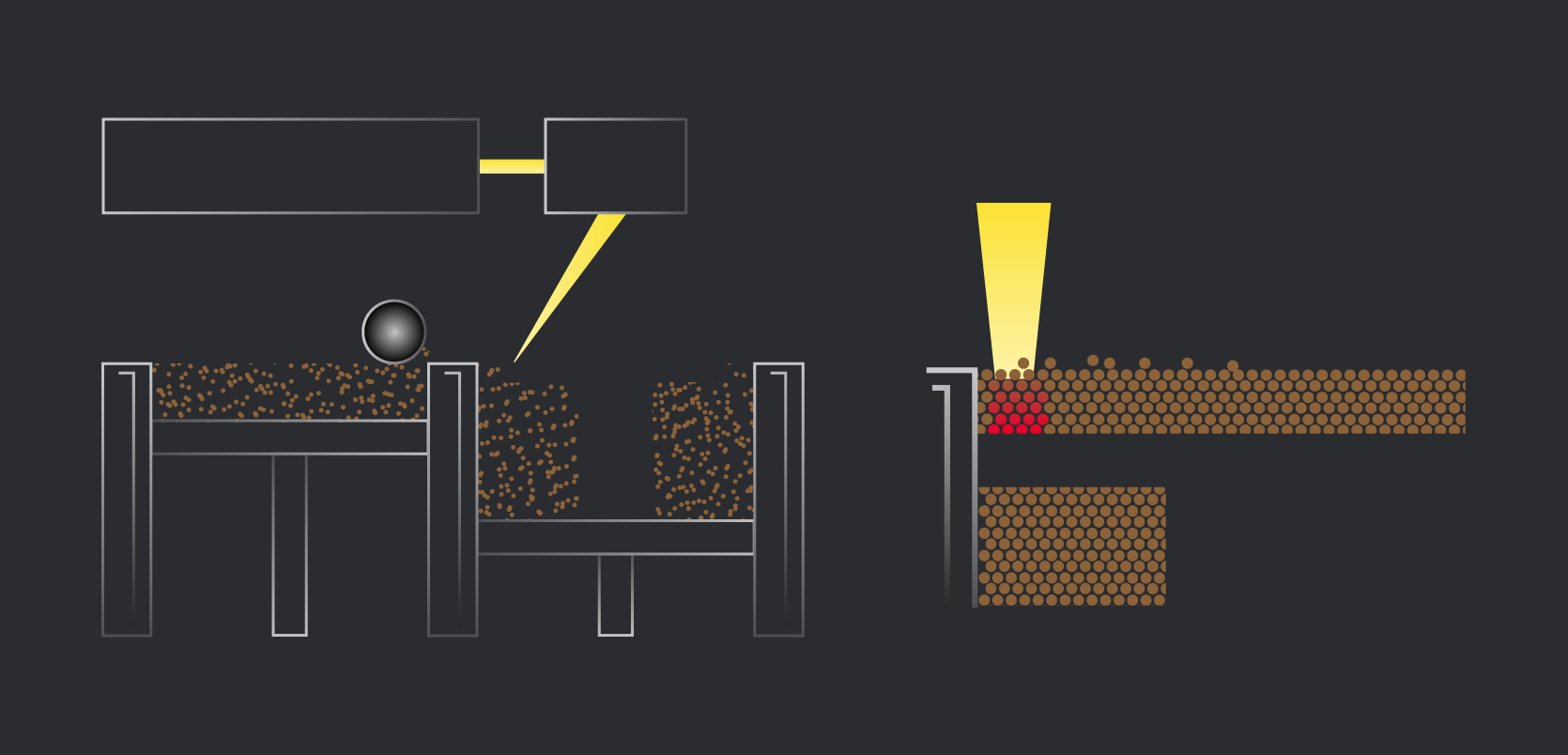
As with SLA, the parts made through SLS are much tougher than those made through FDM. A distinct advantage of this technique is that no support structure is needed when printing the parts, since the model is surrounded by powder at all times. This makes it a particularly useful technique for the manufacture of parts with complex geometries that can go directly into prototyping functions. Additionally, this technique can be used for a variety of different materials including glasses and metals. As a result, this is the preferred AM technique for prototyping in the aerospace industry. These parts do however require a number of procedures to be performed after they are printed to remove surface porosity that is sadly unavoidable in the printing process.
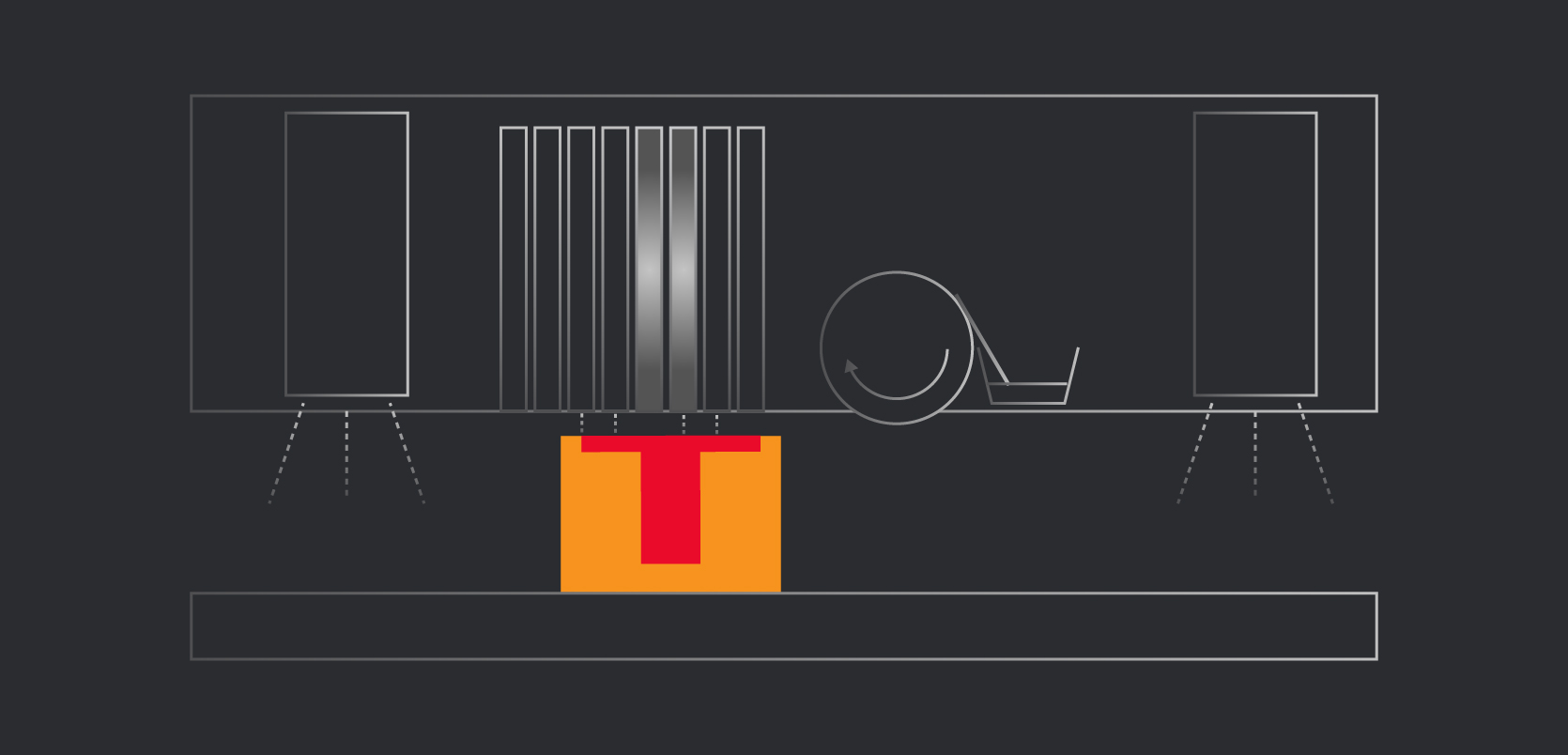
All three of the techniques listed previously are excellent for the production of monochrome prototypes or proof of concept models, but they do not accommodate the production of fully realise production parts in multiple materials and colours. This is hard to achieve due to the difficulty in bonding materials with different heating and mechanical properties. However this can be achieved using Polyjet printing. This is a hybrid form of printing that combines the print-head style system of FDM with the strong bonding of SLA. In this process, photopolymer powder is sprayed onto a flat print bed in ultra-thin layers and cured using a moving UV lamp. This produces fully cured parts that require no post processing except to remove a minimal amount of gel-like support material. Parts made through this technique can be used immediately for any application from medical implants to working components in small production projects.
Unfortunately this technology is still very expensive and is limited to polymeric materials for the time being, but it is the most versatile method of 3D printing.
At its current stage of development, additive manufacturing does not quite meet the promise of a small factory in every home. However it is becoming increasingly useful in manufacturing industries as a method through which to quickly make prototypes which can be used to reduce the lead time in creating a finished product. The next part in this blog series will look at how we incorporate this technology into our investment casting process.