

Investment Casting – Casting Processes
Part 4 –
Investment Casting – Casting Processes
Part 4, the final part of the “What is Investment Casting?” series, will cover the cast and post-cast processes in greater detail. In this stage molten metal is poured into the ceramic shell that we have made throughout the process and the components are removed from their assemblies to reach their final form.
If you have not yet seen Parts 1 through 3 of the series, be sure to go back and view them for a better understanding of the processes thus far.
Casting –
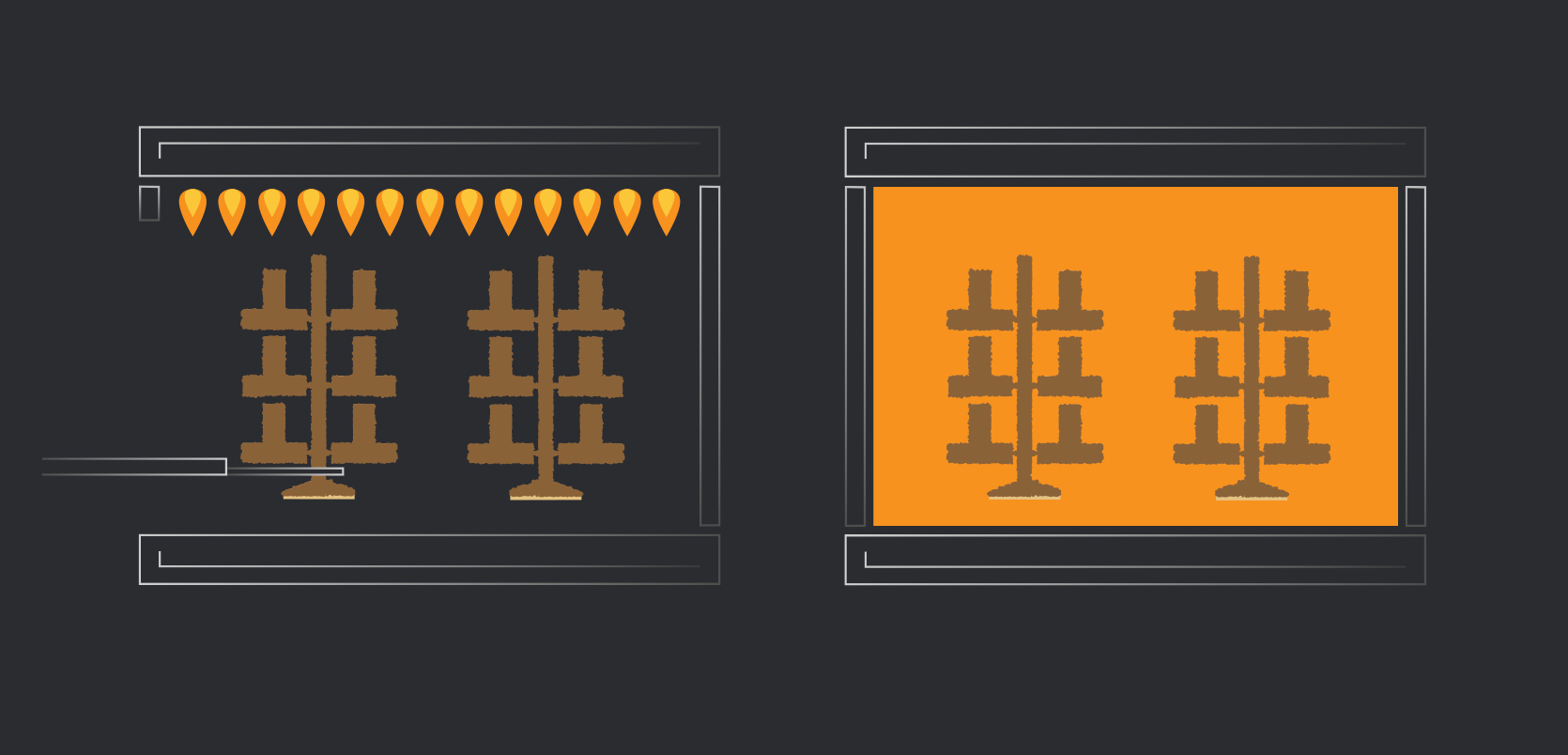
Once the shells have been dewaxed, they must be allowed to dry to prevent the rapid expansion of water during heating in the next process. The dry shells are placed into a burnout oven and allowed to reach steady-state temperature. This preheating of the shells serves two purposes. The first is that the elevated temperature actually causes the shell to be the strongest it will ever be. The second is that it burns out any remaining wax so that it does not burn and leave gas in the shells during pouring. Heating the shells also gives the liquid metal more time to move through the shells without freezing off before filling shell cavity completely.
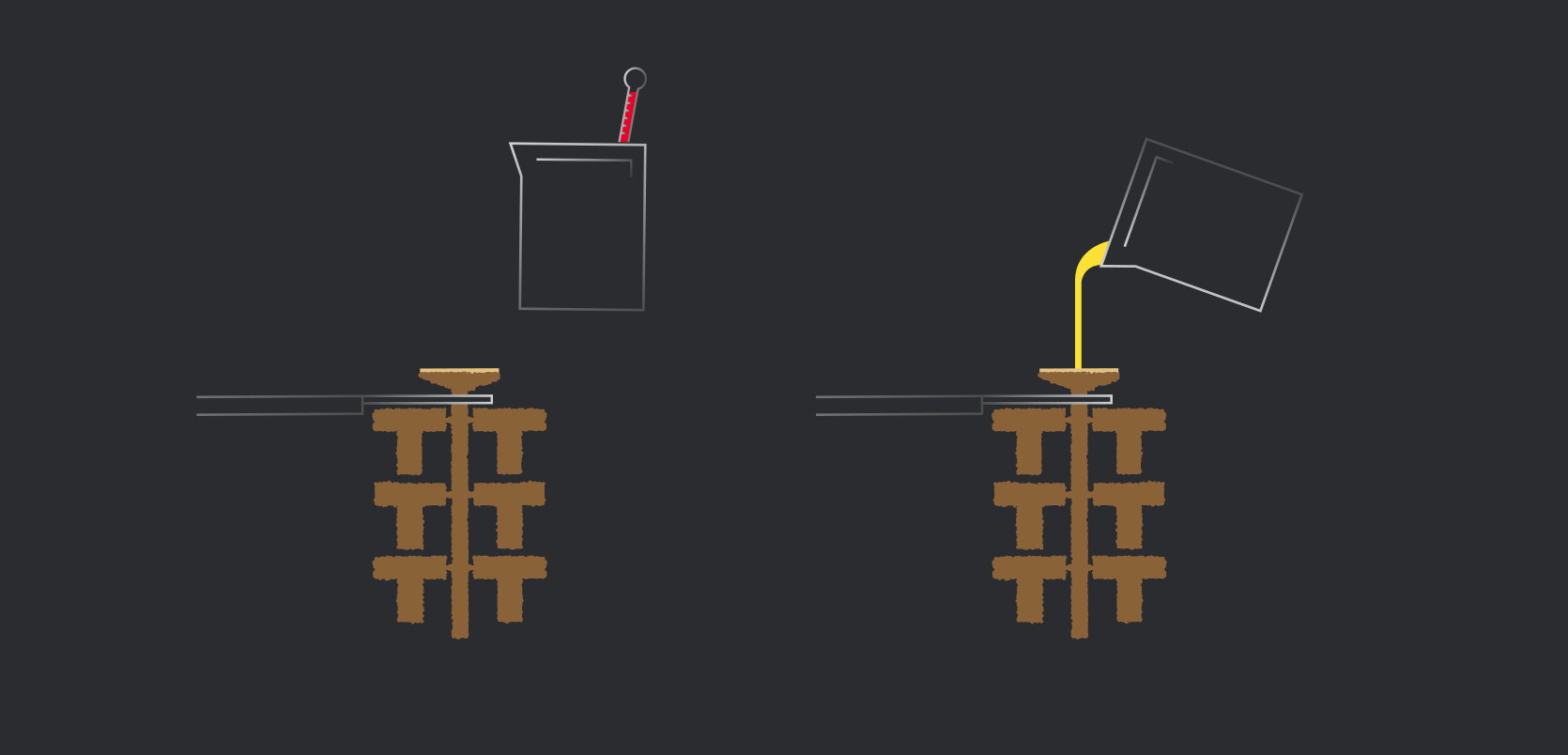
While the shells are reaching steady-state temperature in the burnout oven, alloy is being melted in induction furnaces so that it can be poured into the shells. When alloy is placed in the furnace, a liquid cooled copper coil with high power moving through it creates an electro-magnetic field (EMF). The EMF induces a current in the metal alloy and the natural resistivity of the alloy creates heat which can quickly melt the metal. The copper coil is protected from the molten alloy with a refractory crucible which can withstand the harsh conditions that come with being in contact with molten metal for extended periods of time.
Once the alloy has been melted to the desired temperature a few extra operations may be done before melting. First, all heats (each new batch of molten alloy) have a sample collected from the bath for compositional analysis. Optical Emission Spectroscopy vaporizes a portion of the metal sample and analyzes the intensity of light at different wavelengths to determine the amount of each element present in the alloy. This ensures that all heats are at the correct composition for the specified standard. Degasing agents may also be added to the melt to remove any soluble gases that may be left in the casting as it solidifies after pour. Finally slag is removed from the melt so as not to pour slag inclusions into the shell which would displace metal from the desired negative space created by the shell. Slag is the formation of oxides, nitrides, and other compounds which may form inside the bath as the metallic elements reacted with gases in the air. Once these operations are complete, the heated shell is removed from the oven and the molten metal is poured into the shell. The metal is left to solidify in the shell to form the desired metal components.
Shell Removal –
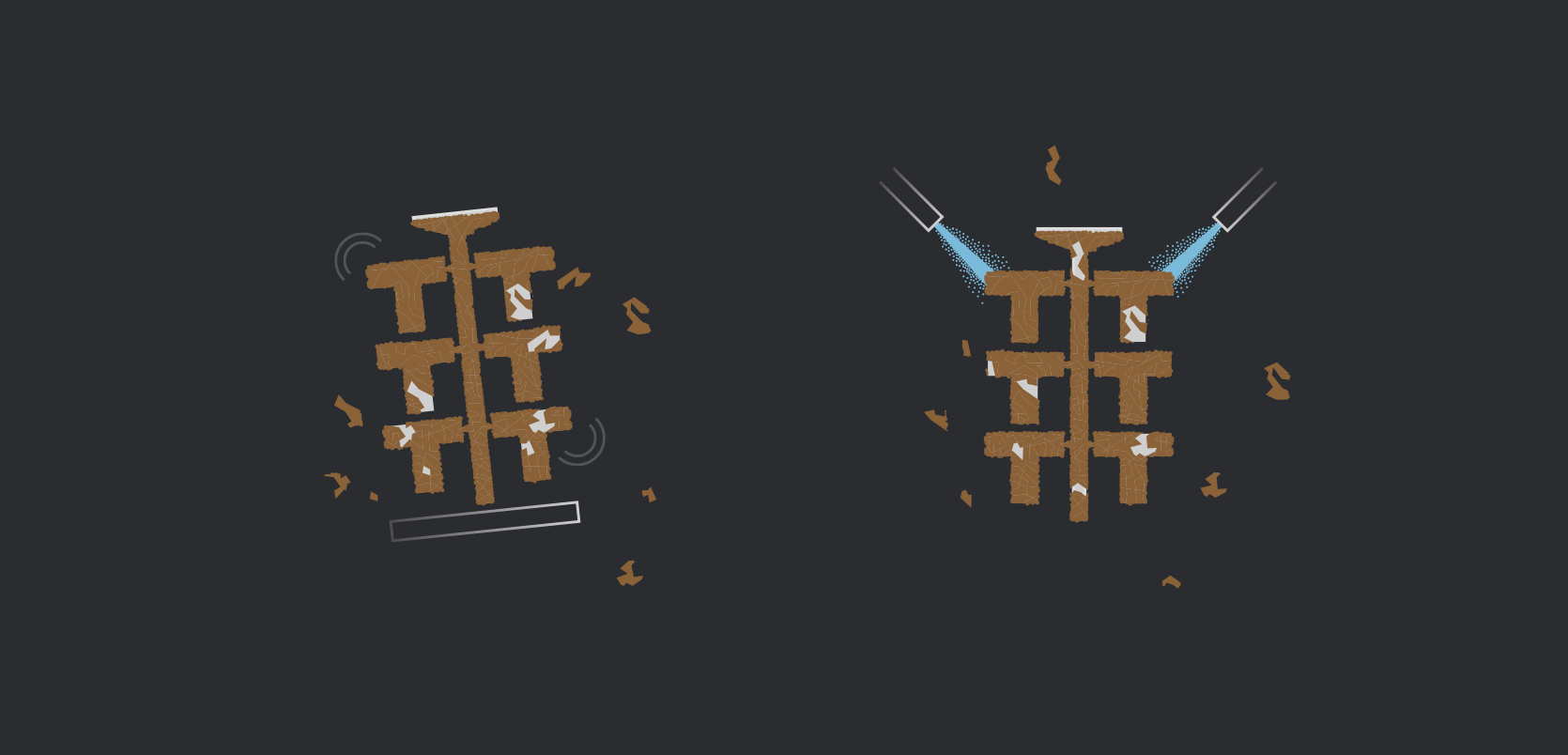
Once the shell has cooled and the metal is solidified, much of the shell will begin to flake off on its own. This is due to phase changes that occur in the ceramic as it cools. The remaining ceramic is removed by imparting vibrations to the metal assemblies or blasting the ceramic off with high pressure water. Either way the process is automated. The parts are fixture and either hit on the runner with a pneumatic hammer or fixtured so that multi-axis water jets can blast the ceramic off of the castings.

Cutoff –
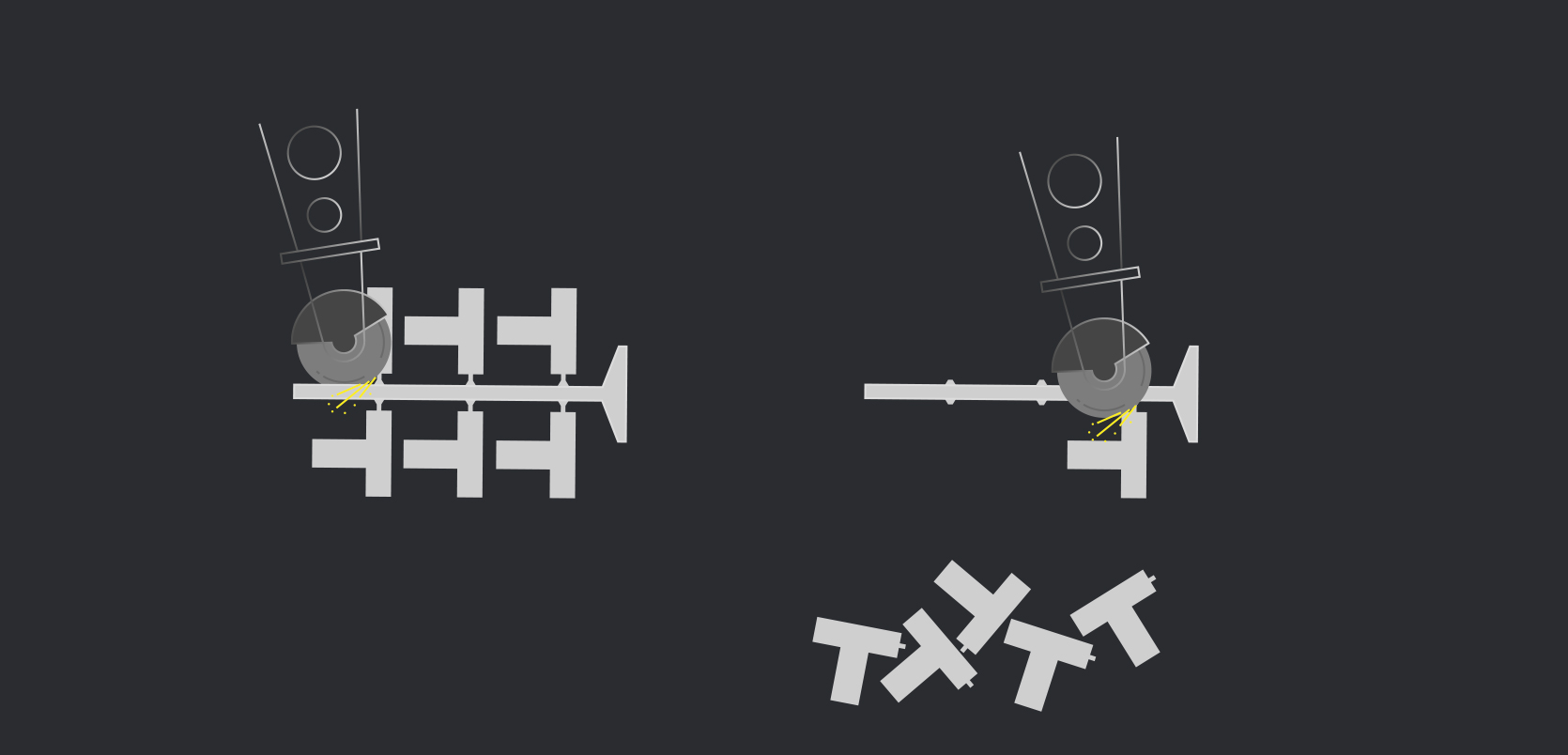
After the shell has been removed, the running system that parts where attached to has now served its purpose. The next step in the process is to remove the parts from the runner. This is done by an automated process in which the metal assembly is fixture in a robotic cutoff machine. Using robotics and servos, the assembly is manipulated so that a saw can be used to cut the parts from the tree.
Grind –
After cutoff a portion of the gate will remain which is not desired on the final part. To remove this, manual or robotic grinding can be utilized to remove material and leave only the desired component geometry. The material removal is done with the use of belt grinder equipped with coarse grains for maximum material removal. This can either be done by manually manipulating the part or placing multiple parts in a grind fixture so that it can be manipulated and ground by robotics. In this case an operator simply loads the parts onto a fixture, runs the cycle, and remove the parts when complete. The operator repeats this cycle on consecutive parts.
Finishing –
Once grind is complete, the casting is now left in the desired shape of the final casting. There are a few finishing operations necessary to make the part to acceptable quality for the customer. If any defects on any of the castings are present, these defects can be cleaned up with the use of hand finishing tools. If any positives are present on the part they can be ground off. If the parts need straightened to meet certain GD&T callouts, hydraulic straightening presses can be used to put these features in tolerance. After all other finishing operations are complete a final blasting operation takes place to bring the parts to their desired surface requirements.
Potential Additional Processes –
Additional processes can be performed after the process is complete. These processes include machining, non-destructive testing (NDT), plating and coating, and heat treatment.
This concludes the final part of our “What is Investment Casting?” series. We hope that you have been able to take something from this, whatever your role may be. Whether you are potential buyer looking to source investment castings, looking for a career in the field, or just a student looking for more info on the process, please reach out to us if you have any additional inquires. Also keep a look out for our next series where we will further explain the benefits of investment casting and explain its strengths and weakness in comparison to other manufacturing methods.