

Investment Casting – Shell Processes
Part 3 –
Investment Casting – Shell Processes
Part 3 of 4 for our “What is Investment Casting?” series will cover the shell processes of investment casting. The following processes are what will form the empty cavity from the wax shape in preparation for pouring the molten metal in the casting process.
If you haven’t yet seen Parts 1 and 2 of the series, they are available for viewing and will cover the total process overview and wax processes in more detail.
Shelling –
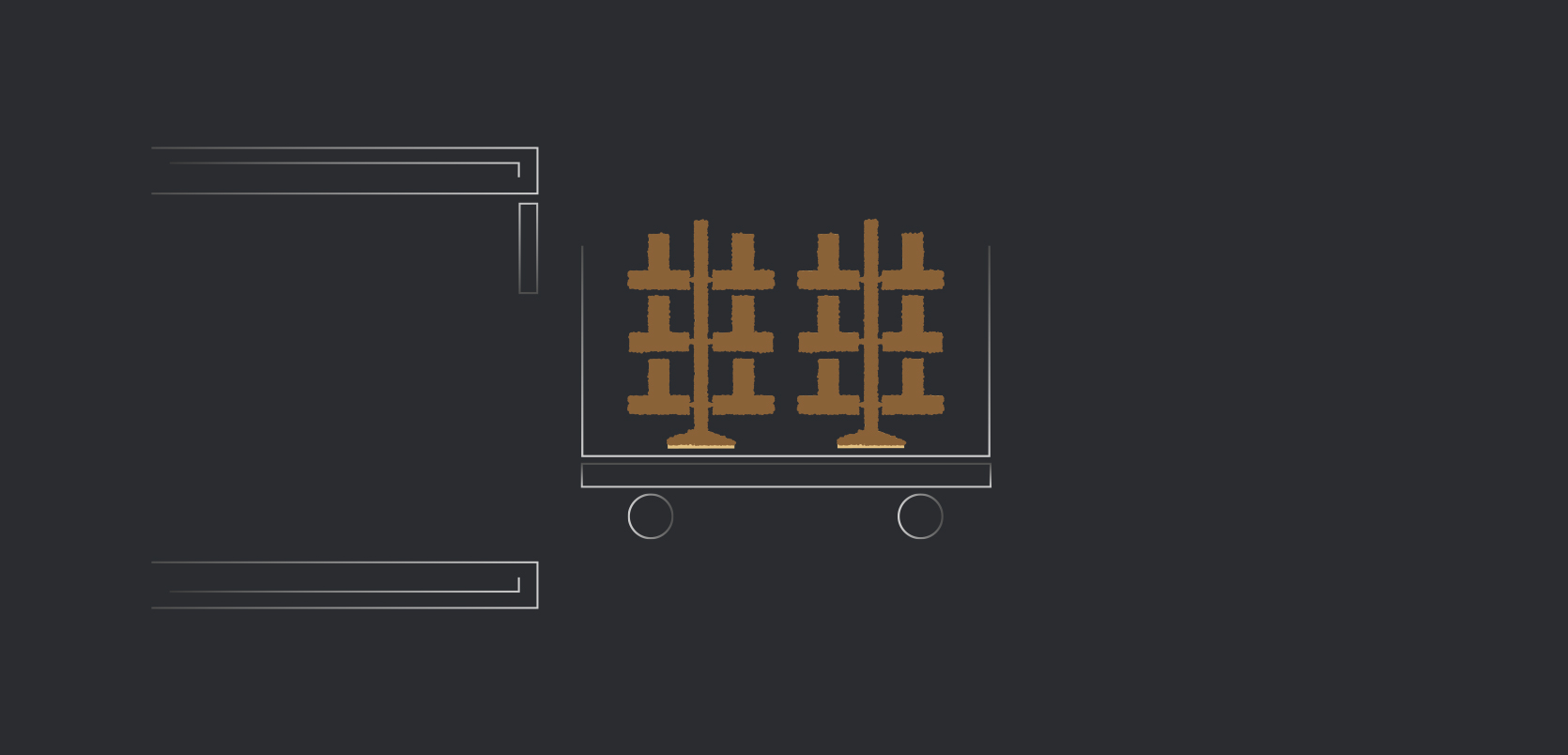
Now that the assemblies are complete, the ceramic shell must be built around them so that it can be filled with metal during the casting process. Shelling is done by dipping the wax assemblies in a series of ceramic slurries and coating them in refractory sands. It is critical that this process is fully automated using a robotic shelling system; any inconsistencies in the shell thickness that come from uneven sanding or draining of the ceramic slurries can cause havoc in the form of casting defects. Humans simply do not have the precision or repeatability to perform this task in a satisfactory manner.
Multiple assemblies are hung from a hanger plate and pinned in place by the metal components protruding from the top of the assemblies. A robot then interfaces with the robot plate – picking up the hanger, dipping the hanger in ceramic slurry, and removing from the slurry tank. Once removed from the slurry tank, the assemblies are allowed to drain while moving to certain positions to ensure uniform coverage and thickness of the slurry before entering a sander.
A sander drops refractory sand over the freshly dipped assemblies while the hanger is rotated and tilted to ensure complete and even sand coverage.
Once the assemblies have been covered in sand, the robot will place the hanger on the drying conveyor and go to pick the next hanger for dipping.
A colloidal silica binder is used in the ceramic slurries which allows the slurries to harden when dried. As water is removed and the silica particles move closer together, they are eventually stuck together by Van der Waals forces which will not be broken even if moisture is reintroduced to the mould. Because of this, humidity and air speed must be controlled in the drying room. Temperature must also be controlled tightly from injection to dewax to prevent the wax from distorting dimensions or cracking the mold once shelling has commenced. A series of ceramic dips will take place with specified dry times in between to ensure that there is sufficient drying of the previous coat. The first dip must be able to withstand the molten alloy during casting by not reacting with the metal and also controls the surface finish of the metal component. The consecutive dips add thickness and strength to the shell so that it may hold the liquid metal without cracking or leaking. Once the dip sequence and drying times are completed, shells are unloaded from the robot and ready for the dewax process.
Dewax –
By the dewax process, the wax has now served its purpose. The wax served as a positive which would allow the ceramic coat to make a negative of the desired components and running system. Before casting this wax must be removed. The wax must be melted quickly so that it does not have time to expand before becoming liquid and rapidly dropping in viscosity. It also must not be burnt out. Due to the amount of wax present in the shell during dewax, burning out with combustion will lead to the formation of pyrolitic carbon which will not readily burn out and leave deposits in the shell which will later displace metal during casting. Because of these factors the optimal choice is to remove the wax by heating in an autoclave. The autoclave will have a vessel that is separated from a boiler by a valve. The parts are quickly loaded into the vessel, a pressure door is sealed, and the boiler valve opens allowing steam to enter the vessel and cause rapid pressurization. This rapid pressurization causes the temperature to quickly rise due to the Ideal Gas Law. This rapidly melts the wax without the use of combustion.
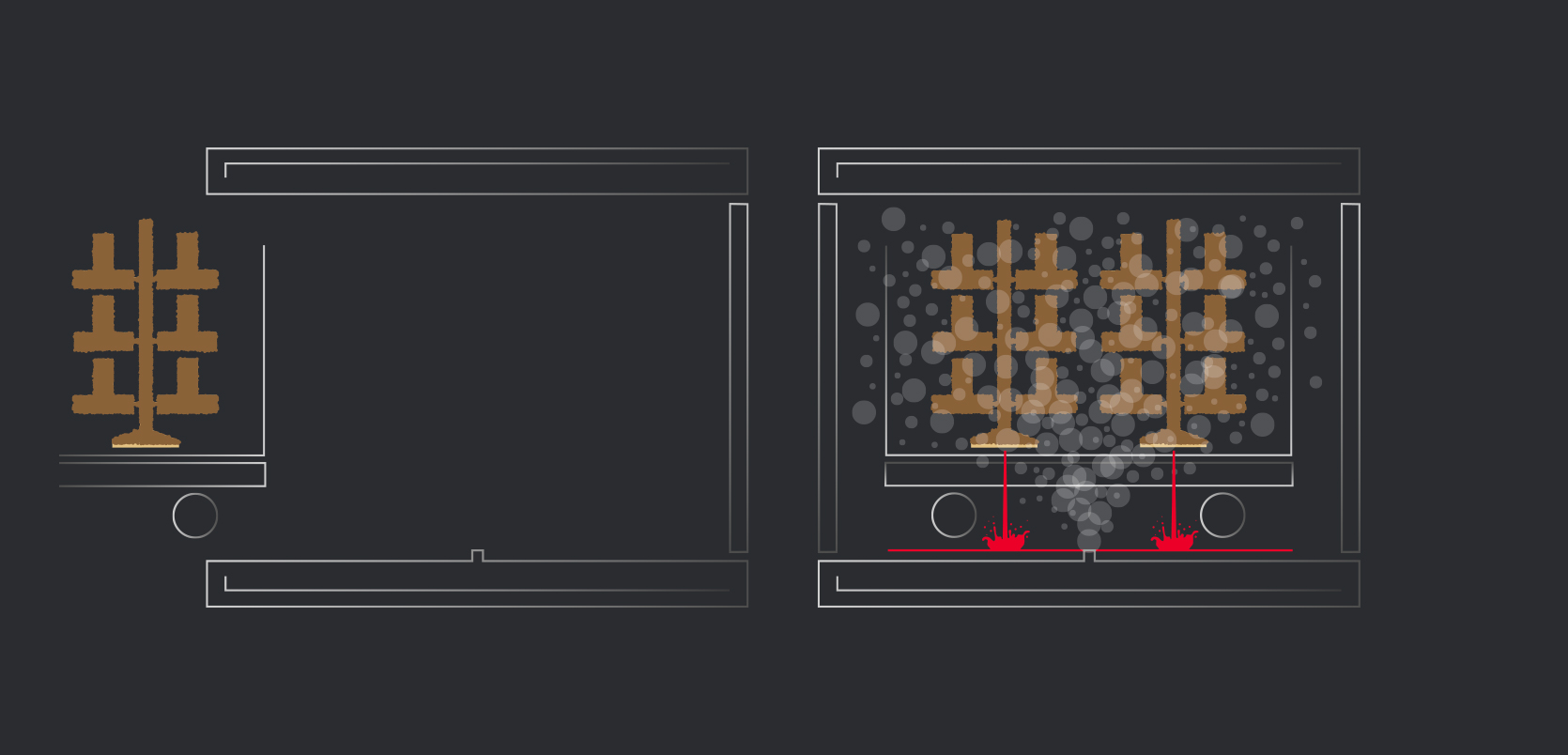
Once the wax has melted out, the pressure of the vessel is exhausted and the door can be opened. The wax that comes out of the shell can be reclaimed and reused after removing water and other impurities from the wax. The small amount of wax that remains in the shell can then be burnt out in the next process without the worry for pyrolitic carbon being created. The boiler still remains pressurized and this process can be repeated for the next batch of shells.
Please be sure to check back for our final post in the “What is Investment Casting?” series where we cover the casting process in greater detail.